Conector de latón para soldadura por inducción en panel solar con calentador de inducción IGBT
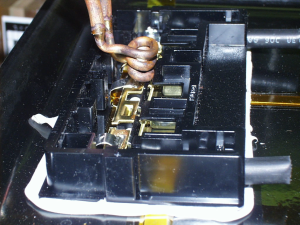
Objetivo Suelde tres conectores de latón uno a la vez en una caja de conexiones del panel solar sin afectar los componentes en la caja de conexiones
Material Caja de conexiones del panel solar, conectores de latón, alambre de soldadura.
Temperatura 700 ºF (371 ºC)
Frecuencia 344 kHz
Equipo • Sistema de calentamiento por inducción DW-UHF-6 kW, equipado con un cabezal de trabajo remoto que contiene un capacitor de 1.0 μF.
• Una bobina de calentamiento por inducción diseñada y desarrollada específicamente para esta aplicación.
Proceso Se utiliza una bobina helicoidal de forma ovalada de tres vueltas para calentar los conectores. Se coloca un trozo de alambre de soldadura en el área de la junta y cada junta se calienta por separado durante 5 segundos para soldar el conector. El tiempo total de proceso es de 15 segundos para las tres juntas.
Resultados / Beneficios El calentamiento por inducción proporciona:
• Precisión milimétrica que proporciona calentamiento solo a la junta; no afecta los componentes circundantes
• El calor localizado produce juntas limpias y ordenadas.
• Produce resultados repetibles y de alta calidad.
• Distribución uniforme de la calefacción.