Varilla de cobre de precalentamiento por inducción de alta frecuencia y conector para una aplicación de curado epoxi
precalentamiento por inducción varilla de cobre y conector para una aplicación de curado epoxi
Objetivo: Precalentar una parte de la varilla de cobre y un conector rectangular a temperatura antes del curado epóxico durante un proceso de fabricación de tensores eléctricos.
Material: Varilla de cobre enchapado suministrada por el cliente (12 ”x 2” x 1 ”/ 305 mm x 51 mm x 102 mm) y conector
Temperatura: 302 ºF (150 ºC)
Frecuencia: 25 kHz
Equipo de calentamiento por inducción:
-DW-HF-60kW 15-45kHz sistema de calentamiento por inducción equipado con un cabezal de trabajo remoto que contiene cuatro condensadores de 21 μF

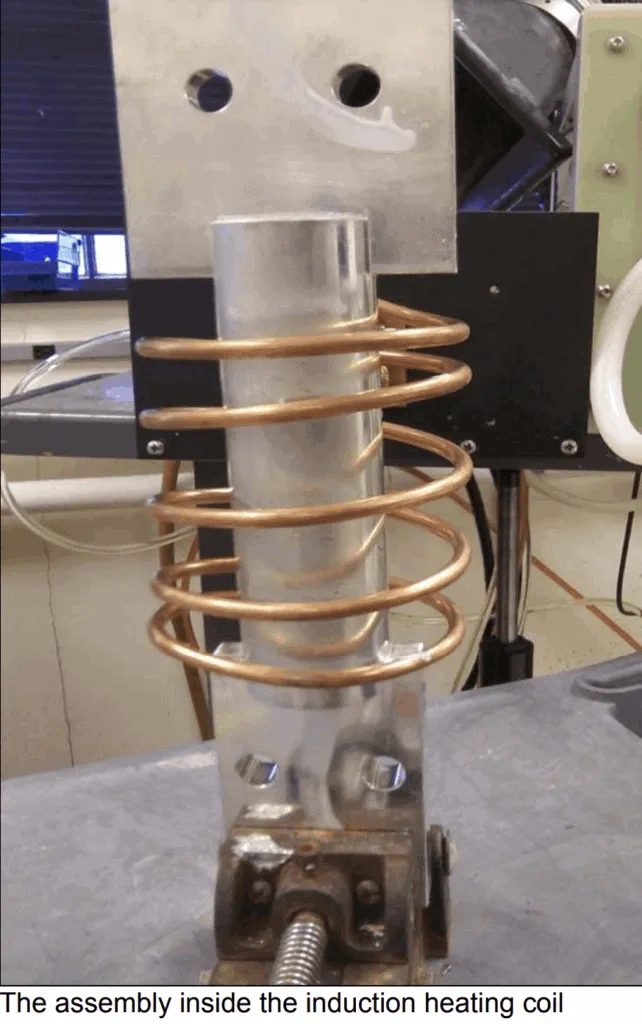
- Una bobina de calentamiento por inducción helicoidal de siete vueltas de una sola posición diseñada y desarrollada específicamente para esta aplicación
Proceso de calentamiento por inducción
La varilla de cobre y el conector se colocaron dentro del bobina de calentamiento por inducción y se encendió la energía. La pieza se calentó a temperatura en 55 segundos. Después de calentarla a temperatura, la pieza se movió y se llevó a cabo un proceso de curado / moldeado con epoxi. El cliente estaba usando un horno grande para precalentar estas varillas, que
era rentable. La inducción ofrece un método de calentamiento más rápido y rentable.
Resultados / Beneficios - Velocidad: la inducción calentó la pieza a temperatura rápidamente
- Eficiencia: la inducción es un método mucho más eficiente para calentar estas piezas a temperatura en comparación con su
horno grande
- Precisión: la inducción hizo posible calentar solo las partes de la varilla que requerían calentamiento