Eje de endurecimiento de superficie por inducción para eje de inducido
Descripción
Endurecimiento de la superficie por inducción para el eje del inducido
Objetivo
Endurecimiento de la superficie por inducción el extremo del engranaje de un eje del inducido a 58-65 Rockwell C a una profundidad de 0.02 ″ (. 51 mm) en la línea central de los dientes y a 49-55 Rockwell C a una profundidad de .010 ″ (.3 mm) en el línea central de la raíz.
Material: Eje de armadura de acero que mide 7 ″ (177.8 mm) de longitud con un diámetro de engranaje de aproximadamente 1/2 (12.7 mm).

Temperatura: 1700ºF (926.7ºC)
Frecuencia: 140 kHz
Equipos

• Sistema de calentamiento por inducción DW-UHF-30kW equipado con un cabezal de trabajo remoto que contiene dos (2) condensadores
totalizando 0.5 µF
• Simulador de entrada de 4-20 mA
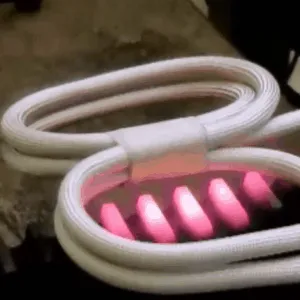
• Una bobina de calentamiento por inducción diseñada y desarrollada específicamente para esta aplicación.

Proceso
Se usa una bobina helicoidal de cinco vueltas para calentar el extremo del engranaje del eje a 1700ºF (926.7ºC) durante 2.5 segundos para lograr la dureza deseada.
Resultados / Beneficios
El calentamiento por inducción proporciona:
• Precisión precisa
• Máxima repetibilidad
• Tiempo de ciclo más rápido