endurecimiento por inducción de los dientes de la hoja de sierra
Descripción
endurecimiento por inducción de los dientes de la hoja de sierra con máquina de endurecimiento por inducción de alta frecuencia
Objetivo
Endurecimiento por induccion los dientes de una hoja de sierra grande para una aplicación de superficie endurecida; el objetivo es reducir el tiempo de calentamiento
Material: sección de la hoja de sierra
Temperatura: 1650 ºF (899 ºC)
Frecuencia: 134 kHz
Equipos:
–DW-UHF-40kW 50-150kHz sistema de calentamiento por inducción equipado con un cabezal de trabajo remoto que contiene ocho condensadores de 1.0 μF

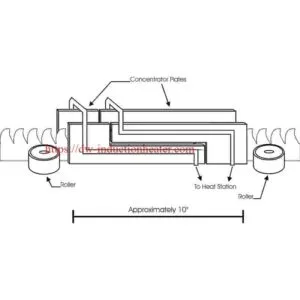
–Una bobina de calentamiento por inducción helicoidal de dos espiras de múltiples posiciones diseñada y desarrollada específicamente para esta aplicación
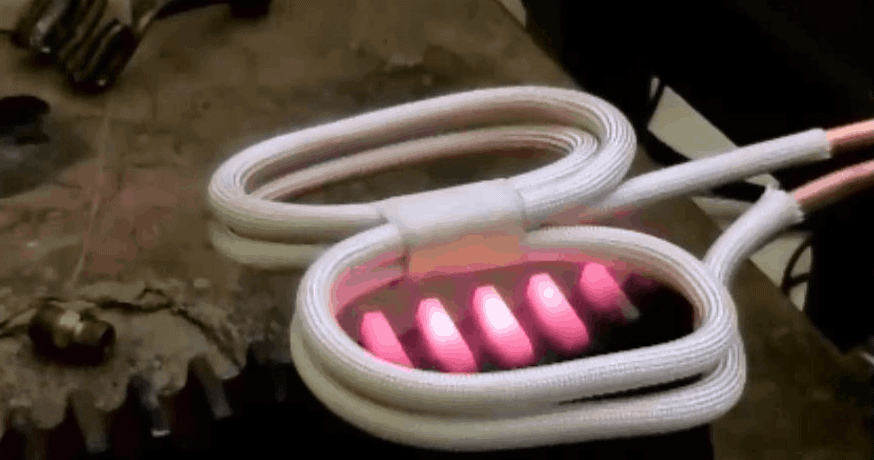
Proceso: El bobina de calentamiento por inducción fue desarrollado para que no concentrara el calor en el valle del borde exterior del diente. La pieza se colocó debajo de la bobina aproximadamente a 1/8 ”(3.2 mm) de distancia y se encendió la alimentación. Con el suministro de energía de calentamiento por inducción de la serie DW-UHF de 40 kW, la pieza se calienta a una temperatura dentro de la tasa objetivo de cinco dientes por cuatro segundos.
 Resultados / Beneficios
Resultados / Beneficios
–Velocidad: el cliente ya estaba usando inducción, pero quería actualizar a un sistema de mayor potencia para aumentar
su tasa de producción (antes de usar por primera vez la inducción de HLQ, el cliente usaba una antorcha).
–Precisión y repetibilidad: una antorcha no es tan precisa como la inducción ni es repetible, mientras que la inducción puede ser
implementado para ser altamente repetible
-Eficiencia: Calentamiento por inducción usa menos energía que una antorcha y ofrece calentamiento instantáneo de encendido / apagado