Engranajes de inducción de ajuste del eje
Descripción
Engranajes de eje de ajuste por contracción por inducción con unidades de calentamiento de alta frecuencia IGBT
Objetivo Calentar los engranajes del árbol de levas de acero y aluminio a más de 500 ° F en 4 minutos para una aplicación de ajuste por contracción.
Material Engranajes del árbol de levas de acero y aluminio de 6 "de diámetro, 2" de espesor, termopar tipo "K", termómetro digital
Temperatura 518 ° para el engranaje de acero; 320 ° F para el engranaje de aluminio
Frecuencia 151 kHz para el engranaje de acero; 158 kHz para el engranaje de aluminio
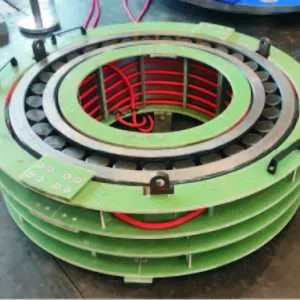
Equipo DW-UHF-3.5, fuentes de alimentación de 5 y 7.5 kW, estación de calor remota con un capacitor de 0.66 μF y una bobina de inducción especialmente diseñada.
Proceso Los mejores resultados se lograron con la fuente de alimentación de kW DW-UHF-3.5.
Los tiempos de calentamiento de 3 minutos para el engranaje de acero y 4 minutos para el engranaje de aluminio dieron como resultado una expansión uniforme de los engranajes para un ajuste por contracción efectivo. Los ejes cayeron fácilmente en los engranajes después del ciclo de calor. Los ejes se sujetaron firmemente después de 30 segundos, lo que dio como resultado un ciclo de calor total de 3.5 minutos.
Para minutos de acero y 4.5 para aluminio.
Resultados Una sinopsis de los resultados de la aplicación; incluir beneficios disfrutados por el cliente, proceso, tiempos, etc.