soldadura fuerte de cobre a acero inoxidable
Descripción
Objetivo
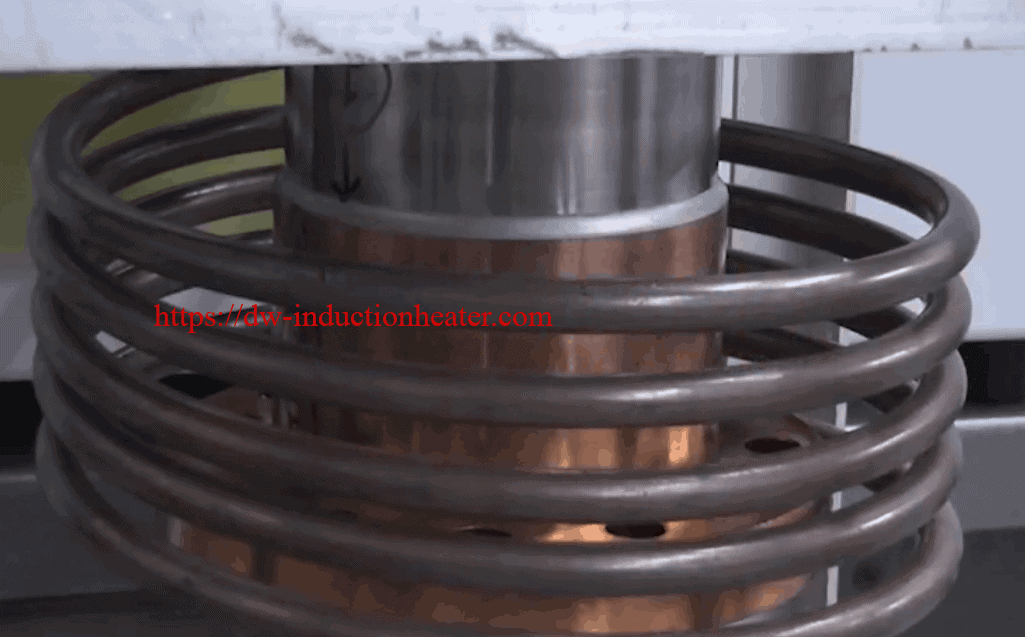
Tubo de cobre de soldadura fuerte por inducción a tubo de acero inoxidable. Bombas y carcasas criogénicas.

Equipos
DW-HF-15kw / 25KW / 45KW equipo de calentamiento por inducción

Prueba 1
Materiales
Bombas y carcasas criogénicas: tapa de cobre (2 "(25.4 mm) de diámetro exterior, 3" (76.2 mm) de largo, 0.15 "(3.81 mm) de espesor de pared, se asienta sobre un eje de acero inoxidable de 1.4" (3.81 mm) de profundidad), eje de acero inoxidable (1.7 "(43.18 mm) de diámetro exterior, 6" (152.4 mm) de largo y unido a una masa más grande cuando termina, 0.1 "(2.54 mm) de espesor).
Voltaje: 25 kW
Temperatura: 1145 ° F + (618 ° C)
Tiempo: Bajo 40 segundos

Prueba 2
Materiales
Bombas y carcasas criogénicas: manga de cobre (3.6 "(91.44 mm) de diámetro exterior, 0.1" (2.54 mm) de espesor de pared que tiene 2.7 "(68.5 mm) de alto, 3.8" (96.52 mm) de diámetro exterior en el fondo que es de 0.6 "( 15.2 mm) de alto con un grosor de aproximadamente 0.85 "(21.5 mm), la parte con labio mide 3.14" (79.7 mm) de alto en general, el eje SS se encuentra a 2.66 "(67.5 mm) de profundidad), el eje SS (3.4" (86.3 mm) OD, 3.2 "(81.2 mm) ID, más de 7.5" (190.5 mm) de alto, tiene una tapa y un eje más pequeños unidos en un extremo y una base más grande de 8 "(203.2 mm) en el otro)
Voltaje: 16.06kW
Temperatura: 1145 ° F + (618 ° C)
Tiempo: 1 minuto 30 segundos a 3 minutos
Prueba 3
Materiales
Bombas y carcasas criogénicas: manga de cobre (3.5 "(88.9 mm) de diámetro exterior, 0.1" (2.54 mm) de espesor de pared que tiene 2.1 "(53.3 mm) de alto, 5.3" (134.6 mm) de diámetro exterior en el fondo que es 0.74 "( 18.7 mm) de alto con un grosor de aproximadamente 1 "(25.4 mm), la parte con labio mide 2.8" (71.1 mm) de alto en general, el eje de acero inoxidable se encuentra a 2.66 "(67.5 mm) de profundidad), eje de acero inoxidable (3.35" (85.0 mm), diámetro exterior de 3.2 "(81.2 mm), más de 7.5" (190.5 mm) de altura, tiene una tapa y eje más pequeños unidos en un extremo y una base más grande de 5.5 "(139.7 mm) en el otro)
Voltaje: 9.09kW
Temperatura: 1145 ° F + (618 ° C)
Tiempo: aproximadamente 20 a 30 segundos

Prueba 4
Materiales
Bombas criogénicas y carcasas - Tapa de cobre (2.7 ”(68.5 mm) DE, 2.85” (72.3 mm) de altura, 0.6 ”(15.2 mm) de pared, se asienta sobre un eje de acero inoxidable de 1.4” (35.5 mm) de profundidad), eje de acero inoxidable ( 1.54 "(39.1 mm) de diámetro exterior, 0.9" (22.8 mm) de espesor de pared, 6.5 "(165.1 mm) de alto y unido a una masa más grande cuando termina) tapa adicional de acero inoxidable en el otro lado del cobre, 2.44" (61.9 mm) ) OD, 0.8 "(20.3 mm) de altura o más, vástago de 0.88" (22.35 mm) en la parte superior que mide 1.4 "(35.5 mm) de altura con 0.66" (16.7 mm) de diámetro interno
Voltaje: 14kW
Temperatura: 1145 ° F + (618 ° C)
Tiempo: 1 minuto 50 segundos

Resultados y Conclusiones:
Prueba 1: La prueba comenzó con una potencia mucho menor y aumentó hasta 25 kW después de 15 segundos. La soldadura por inducción fue exitosa.
Se recomienda usar una bobina más ajustada que envuelva solo la mitad de la tapa de cobre. Esto concentraría el calor solo en el lugar donde está la aleación y debería disminuir el tiempo de calentamiento.
Prueba 2: La prueba se realizó con una bobina de gran tamaño debido a problemas de holgura creados por el borde de la pieza. El tiempo aproximado para el ciclo completo es de 20 a 30 segundos. La frecuencia más baja pareció ser beneficiosa para la aplicación al hacer que el campo penetre más profundamente más allá del cobre y dentro del acero mismo, lo que resulta en tiempos de calentamiento más rápidos.
Prueba 3: La prueba se realizó con 14 kW para simular el ciclo de tiempo necesario para nuestro DW-HF-15KW sistema de calentamiento por inducción. Esta parte requerirá el mayor tiempo de calentamiento debido a la masa del cobre. Los tiempos de calor se pueden disminuir utilizando una fuente de alimentación más grande.
Los tiempos de calor para todas las pruebas se pueden mejorar optimizando bobinas de calentamiento por inducción para las partes específicas y bajando la frecuencia. Se recomienda encarecidamente un controlador de temperatura y un pirómetro para garantizar que no se dañen las piezas si se utiliza un sistema de inducción más grande. Si utiliza un sistema de calentamiento por inducción de 15kW, aún se recomiendan el controlador de temperatura y el pirómetro, pero se reduce el riesgo de daños en las piezas.




