Ejes de perno de recocido por inducción
Descripción
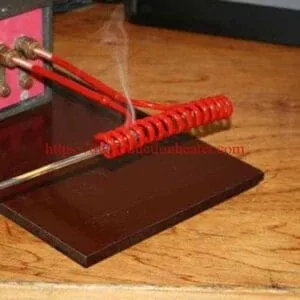
Ejes de pernos de recocido por inducción con máquina de calefacción de alta frecuencia
Objetivo Calentar 431 pernos de acero inoxidable a 1850ºF (1010ºC) e Inconel y pernos de aleación de acero 8740 a 1000ºF (538ºC) para recocido
Material Varios tamaños de pernos de acero inoxidable 431, inconel y acero aleado 8740
Temperatura 1000ºF (538ºC) y 1850ºF (1010ºC)
Frecuencia 280 KHz
Equipo • Sistema de calentamiento por inducción DW-UHF-4.5kW, equipado con un cabezal de trabajo remoto que contiene un capacitor de 0.66μF.
• Una bobina de calentamiento por inducción diseñada y desarrollada específicamente para esta aplicación.
Proceso Se utiliza una bobina helicoidal de tres vueltas para calentar el eje de los pernos durante 10 a 12 segundos en los pernos grandes y de 18 a 20 segundos en los pernos más pequeños utilizando la misma bobina.
Resultados / Beneficios El calentamiento por inducción proporciona:
• Calefacción con manos libres que no implica ninguna habilidad del operador para la fabricación
• Proceso sin llama
• Precisión precisa y ciclo repetible tras ciclo