Racor de acero endurecido por inducción
Descripción
Accesorio de acero de endurecimiento de superficie por inducción a 1600 ºF (871 ºC) para una aplicación de endurecimiento
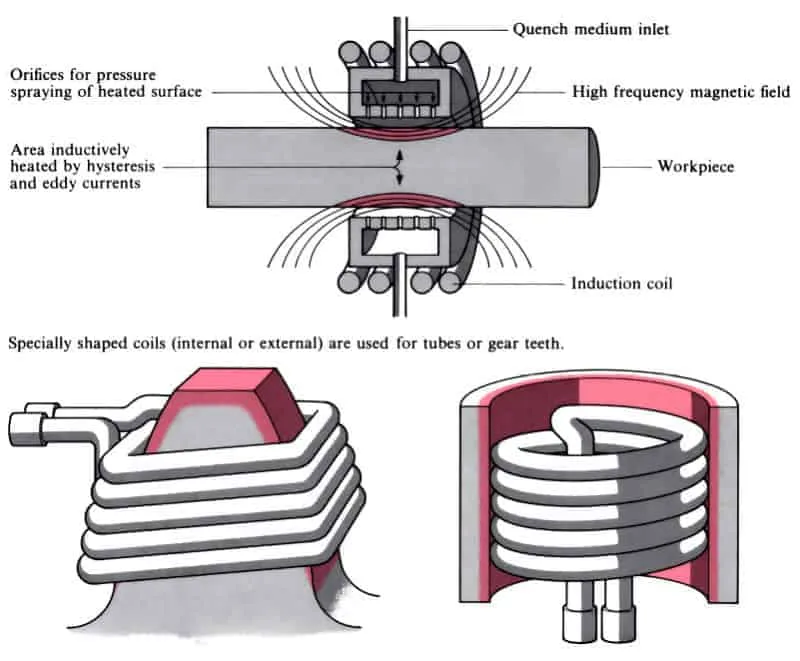
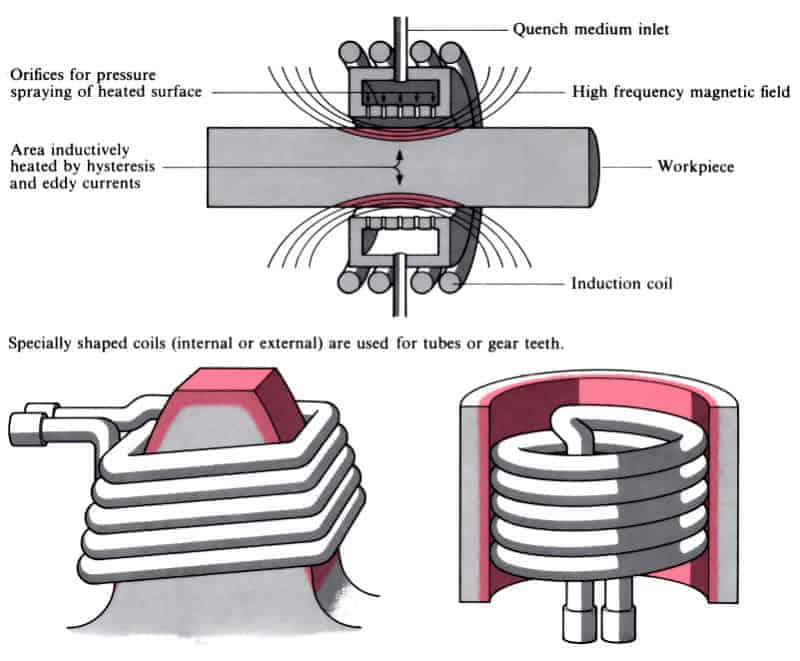
Los accesorios de acero de endurecimiento superficial por inducción para un fabricante de piezas mecanizadas generalmente se llevan a cabo mediante calentamiento por inducción. Los principales parámetros técnicos son la dureza de la superficie, la dureza local y la profundidad efectiva de la capa endurecida.

Material: accesorios de acero (0.75 "/ 19 mm de diámetro)
Temperatura: 1600 ºF (871 ºC)
Frecuencia: 368 kHz
Equipo:
–Sistema de calentamiento por inducción DW-UHF-10kW equipado con una estación de calor remota que contiene dos condensadores de 1.0 μF
-Una bobina de calentamiento por inducción helicoidal tipo panqueque de tres vueltas diseñada y desarrollada específicamente para esta aplicación
Proceso de endurecimiento por inducción
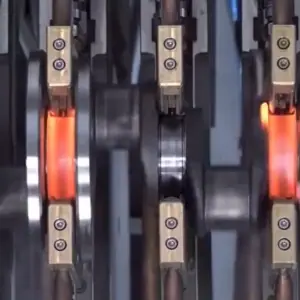
El diseño de bobina de calentamiento por inducción permitió que la pieza se elevara hacia la bobina de calentamiento desde la parte inferior. El diseño también se hizo para garantizar que funcione bien dentro de la configuración actual del cliente. Las pruebas iniciales se llevaron a cabo con pinturas indicadoras de temperatura para evaluar la uniformidad del patrón de calentamiento y la velocidad de calentamiento. Con un buen patrón de calentamiento logrado, las muestras se procesaron a intervalos de tiempo de 1.0, 1.25 y 1.5 segundos. Las muestras se dejaron caer en un enfriador de agua después de calentarlas para concluir el proceso de endurecimiento.

Resultados / Beneficios
Velocidad: el accesorio se calentó en menos de dos segundos
Eficiencia: la inducción utiliza menos energía que los métodos de calentamiento competitivos
Huella / Diseño: Calentamiento por inducción se puede implementar ocupando un espacio modesto, además el diseño de la bobina se ajusta a la disposición operativa del cliente