soldar placas de cobre juntas superpuestas
Descripción
Objetivo
El objetivo de la prueba de aplicación es soldar placas de cobre y latón superpuestas con inducción para reemplazar la operación de la antorcha. Las juntas superpuestas pueden ser de latón a latón o de cobre a cobre.
El proceso actual de la antorcha da como resultado contaminantes excesivos en el ensamblaje y requiere una amplia revisión después de la operación de soldadura.
Equipos
DW-HF-25kw máquina de calentamiento por inducción

Materiales
• Platos cupones cobre y latón
• Aleación de soldadura fuerte - EZ Flo 45

Parámetros clave: placas de cobre
Potencia: 15 kW
Calor a temperatura: aproximadamente 1350 ° F (732 ° C)
Tiempo: tiempo promedio - 2 minutos

Proceso y Resultados:
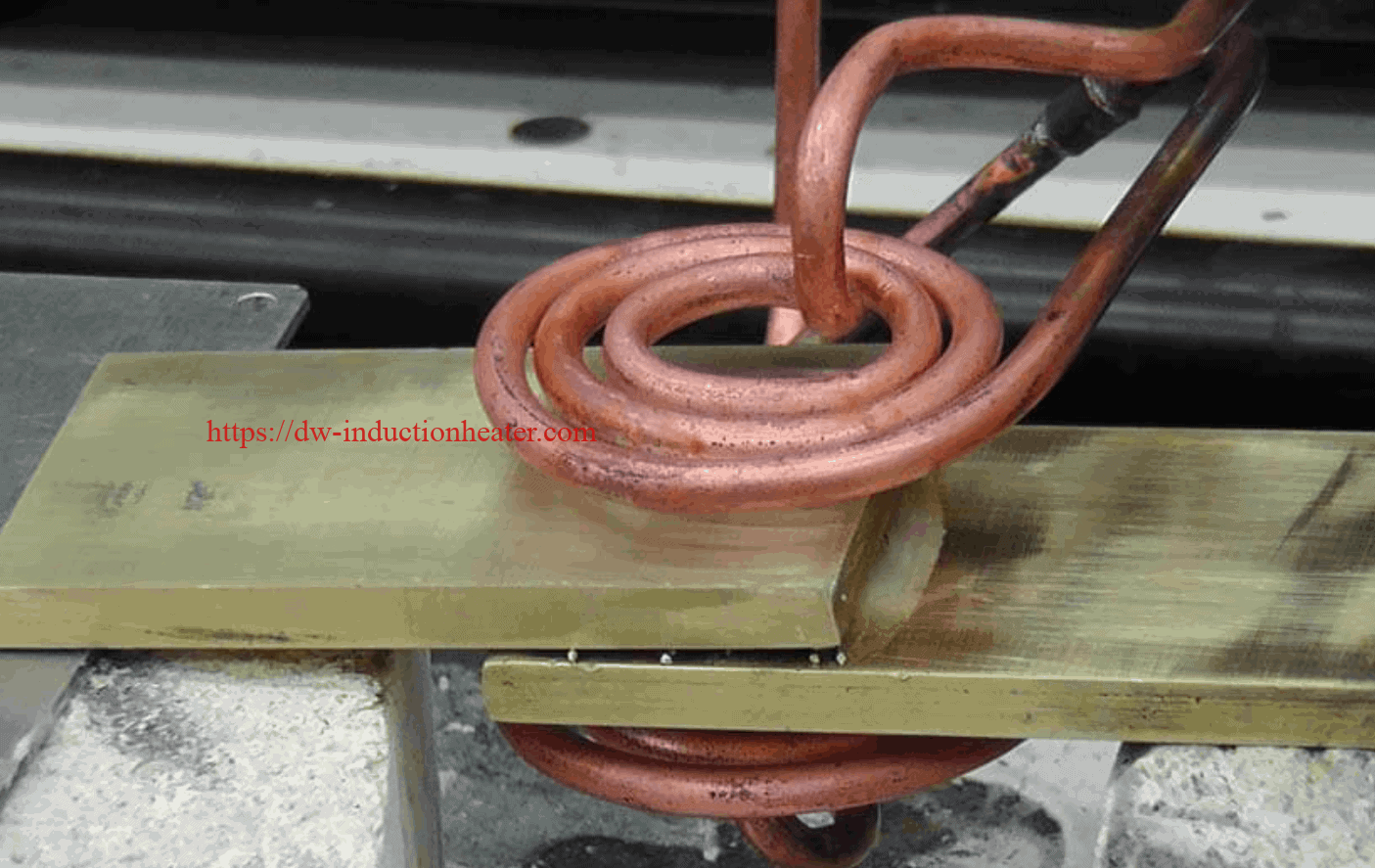
- Se cortó alambre de soldadura fuerte EZ Flo 45 en longitudes de 2 ”(50.8 mm) y se colocó en el área de la interfaz.
- Los conjuntos se instalaron (ver fotos) y se calentaron con calentamiento por inducción durante un tiempo promedio de 2 minutos para hacer fluir la aleación y lograr la soldadura fuerte.
Parámetros clave: placas de cupón de cobre y cobre
Potencia: 15 kW
Calor a temperatura: aproximadamente 1350 ° F (732 ° C)
Tiempo: tiempo promedio - 2 minutos

Proceso y Resultados:
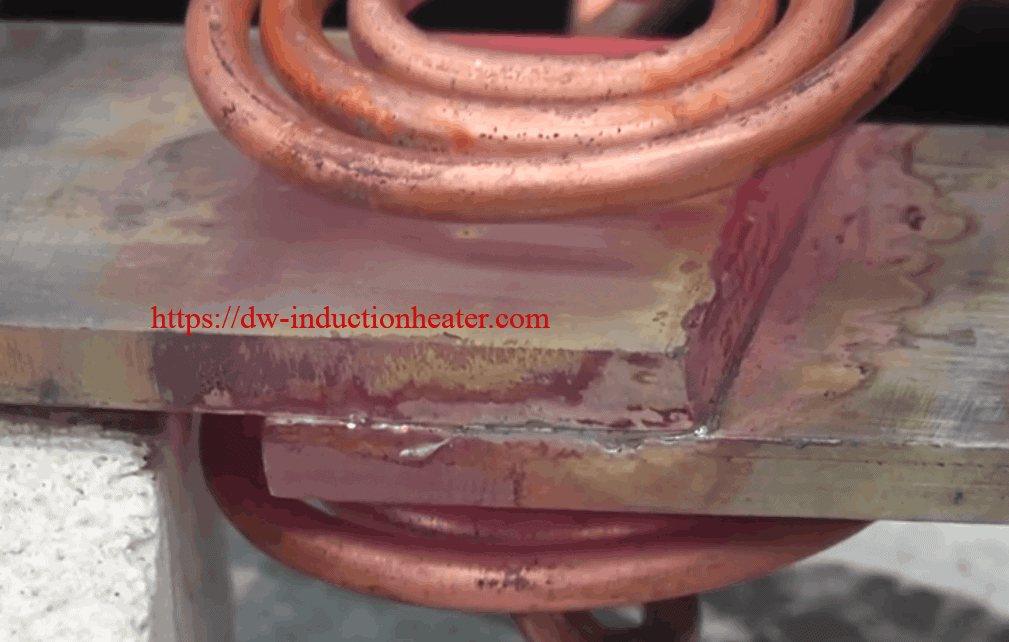
- Se cortó alambre de soldadura fuerte EZ Flo 45 en longitudes de 2 ”(50.8 mm) y se colocó en el área de la interfaz.
- Los ensamblajes se instalaron (ver fotos) y se calentaron durante un tiempo promedio de 2 minutos para hacer fluir la aleación y lograr el Soldadura por inducción.





