Precalentamiento por inducción soldadura transeje automotriz
Descripción
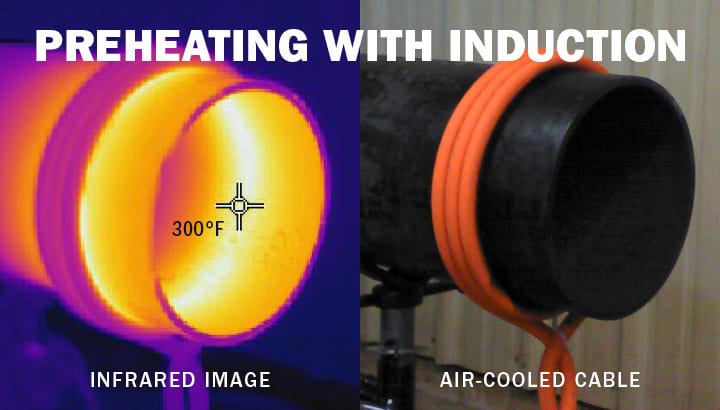
Precalentamiento por inducción soldadura transeje automotriz
Objetivo: Para precalentar un eje de acero de 3.6 ”(91 mm) de diámetro exterior con tres líneas de soldadura a 662 ºF (350 ºC) y cada línea de soldadura se calienta a temperatura en cinco segundos
![]() Material: Eje de acero de 3.6 mm (91 pulg.) Suministrado por el cliente
Material: Eje de acero de 3.6 mm (91 pulg.) Suministrado por el cliente
Temperatura: 662 ºF (350 ºC)
Frecuencia: 121 kHz
Equipo: DW-HF-45kW 50-150kHz sistema de calentamiento por inducción equipado con una estación de calor remota que contiene ocho condensadores de 1.0 μF en paralelo en serie
- Un orificio interno de una sola posición bobina de calentamiento por inducción Diseñado y desarrollado específicamente para esta aplicación.
 Proceso de precalentamiento por inducción: El eje de acero se pintó con pintura indicadora de temperatura y se unió un termopar a la pieza. La bobina de calentamiento por inducción se colocó dentro del eje de acero y se encendió la fuente de alimentación. Este enfoque permitió que la línea de soldadura se calentara a 662 ºF (350 ºC) en cinco segundos, según lo deseaba el cliente. La fuente de alimentación se puede programar para que se apague después del tiempo de calentamiento deseado, cinco segundos en este caso. Luego, la bobina se puede mover a la segunda línea de soldadura y a la tercera línea de soldadura.
Proceso de precalentamiento por inducción: El eje de acero se pintó con pintura indicadora de temperatura y se unió un termopar a la pieza. La bobina de calentamiento por inducción se colocó dentro del eje de acero y se encendió la fuente de alimentación. Este enfoque permitió que la línea de soldadura se calentara a 662 ºF (350 ºC) en cinco segundos, según lo deseaba el cliente. La fuente de alimentación se puede programar para que se apague después del tiempo de calentamiento deseado, cinco segundos en este caso. Luego, la bobina se puede mover a la segunda línea de soldadura y a la tercera línea de soldadura.
Proceso de resultados / beneficios: Con la bobina dentro del eje, no se interpone en el camino y luego se puede mover fácilmente a la siguiente línea de soldadura.
- Velocidad: la inducción y el proceso propuesto permiten que las líneas de soldadura se calienten a la temperatura dentro del objetivo
equipo
- Pruebas de laboratorio gratuitas: este es un nuevo proyecto para el cliente, y las pruebas de solicitud de servicio de laboratorio de HLQ permitieron al cliente
probar su aplicación y se diseñó un enfoque innovador




