


Ensamblaje de leva de acero endurecido por inducción
Descripción
Ensamblaje de leva de acero endurecido por inducción
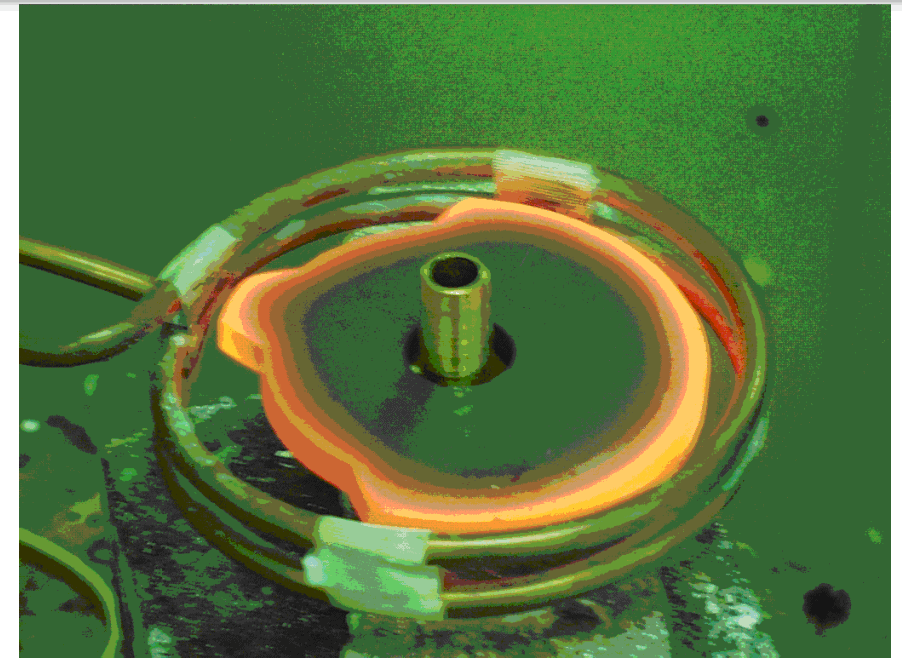
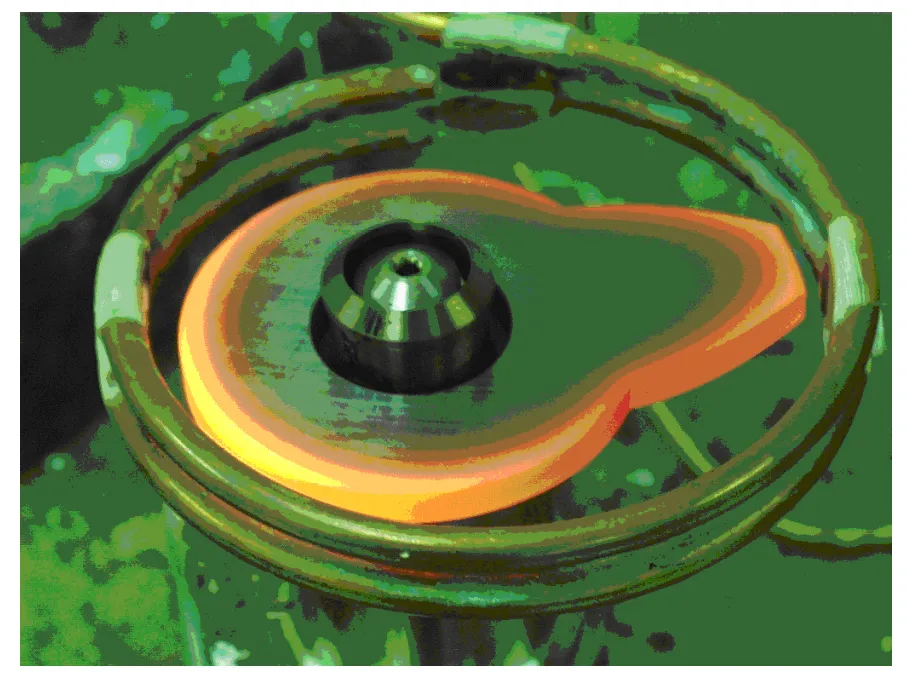
Objetivo: Endurecimiento por induccion el perímetro de los conjuntos de levas de acero de ¼ ”de espesor
Material: conjuntos de levas de acero de ¼ ”de espesor de diferentes geometrías
Temperatura: 1650 ° C (900 ° F)
Frecuencia: 177 kHz
Equipos

DW-UHF-10kW sistema de calentamiento por inducción, equipado con una estación de calor remota que contiene un condensador de 1.0µF y una bobina de calentamiento por inducción diseñada y desarrollada específicamente para esta aplicación
Proceso
Se utiliza una bobina helicoidal de dos vueltas para calentar las levas. El tiempo de calentamiento varía de 120 a 150 segundos. Después de calentar, las piezas se enfrían en agua.
 Resultados / Beneficios
Resultados / Beneficios
Endurecimiento por induccion las superficies exteriores de la leva con inducción dan como resultado:
• calentamiento uniforme para resultados uniformes
• una bobina se puede utilizar para muchas geometrías
• resultados consistentes de una pieza a otra
Hay miles de exitosos máquinas de endurecimiento por inducción que producen millones de piezas suministradas a diversos segmentos de la industria. Entre los componentes que habitualmente se someten al endurecimiento por inducción (IH) se encuentran piezas como árboles de levas, cigüeñales, engranajes, ruedas dentadas, ejes de transmisión, espárragos de bolas, pasadores, cremalleras dentadas, ejes de ruedas, pistas de rodamientos, sujetadores, herramientas de trabajo, zapatas de oruga para tierra. máquinas en movimiento: la lista es esencialmente interminable. Como ejemplo, la Figura muestra una pequeña serie de geometrías que se endurecen por inducción de forma rutinaria.




