Extremo del eje de recocido de inducción
Descripción
Extremo del eje de recocido por inducción con sistema de calentamiento por inducción de alta frecuencia
Objetivo Recocido del extremo de un eje de motor hidráulico de acero antes del mecanizado
Material Varilla de acero de 75 "(19 mm) de diámetro, 6" (152.4 mm) de largo con un chavetero en el extremo
Temperatura 1350 ºF (732 ºC)
Frecuencia 300 kHz
Equipo • Sistema de calentamiento por inducción DW-UHF-10 kW, equipado con un cabezal de trabajo remoto que contiene un capacitor de 1.0 μF
• Una bobina de calentamiento por inducción diseñada y desarrollada específicamente para esta aplicación.
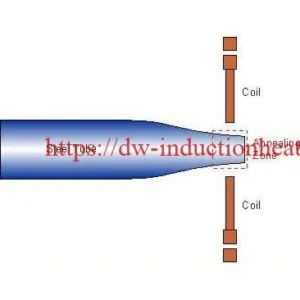
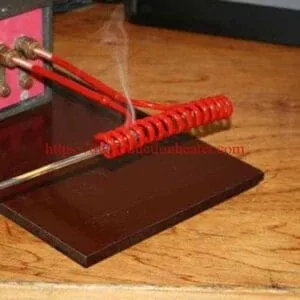
Proceso Se utiliza una bobina helicoidal de tres vueltas para recocer el eje del motor.
El extremo del eje del motor se coloca en la bobina y se aplica energía durante 20 segundos para alcanzar 1350 ºF (732 ºC) y poner el acero al rojo vivo.
Resultados / Beneficios El calentamiento por inducción proporciona:
• Alta eficiencia, bajo coste energético.
• Colocación precisa y controlable de calor para recocer solo el área requerida
• Proceso de producción más rápido.
• Resultados consistentes