Tubo de acero de adaptación por inducción con unidades de calefacción IGBT
Objetivo Calentar un tubo de acero a 500-1000 ° F para una aplicación de ajuste por contracción. Determine la expansión (crecimiento) de DI a diferentes temperaturas.
Material Tubos de acero 7 ”OD x 4.75” ID x 5 ”zona de calor
Termopar tipo 'K' para medir la temperatura.
Manta térmica
Temperatura 500, 800, 1000 ° F (260, 427, 538 ° C)
Frecuencia 66 kHz
Equipo DW-HF-7.5, 7.5 kW, fuente de alimentación de inducción de 150-400 kHz, equipado con una estación de calor remota que contiene dos capacitores de 1.5 μF (para un total de 0.75 μF)
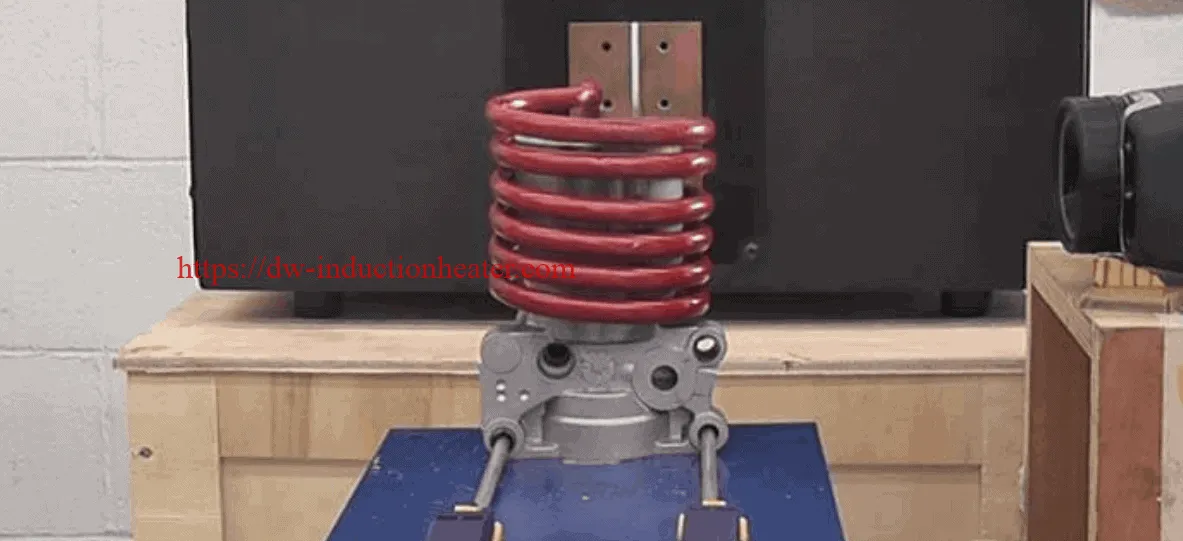
Un serpentín de calentamiento por inducción en serie-paralelo especial de múltiples vueltas diseñado y desarrollado específicamente para esta aplicación.
Proceso Las pruebas iniciales se completaron en una muestra sin manta térmica. Se desliza un termopar entre el anillo de cobre y el tubo de acero para medir la temperatura. La parte medida
4.940 ”(a temperatura ambiente con un calibre de DI). La pieza alcanza los 1000 ° F (538 ° C) en aproximadamente 10 minutos.
El siguiente cuadro muestra la comparación entre los resultados medidos teóricos y experimentales.

Resultados / Beneficios La pieza mide 4.975 ”a 1000 ° F, lo que produce una expansión de 0.035” (4.975 menos 4.94). A 500 y 800 ° F, los números de expansión fueron 4.950 y 4.964 respectivamente. Cuando se usa un
manta térmica, el tiempo de calentamiento se reduce en aproximadamente 90 segundos (8.5 minutos en lugar de 10 minutos).


