Tapas de fusibles de soldadura por inducción con unidades de calentamiento por inducción IGBT
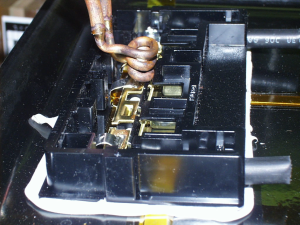
Objetivo Soldar tres tapas de fusibles simultáneamente para refluir la soldadura sin plomo y hacer una unión entre la tapa del fusible y la guía del cable del fusible
Material Tapas de cobre enchapadas de 0.375 "(9.5 mm) DE x 0.375" (9.5 mm) de altura, tubo de fusible de cerámica de 1.5 "de altura (38.1 mm), preformas de soldadura sin plomo
Temperatura 700 ºF (371 ºC)
Frecuencia 286 kHz
Equipo • Sistema de calentamiento por inducción DW-UHF-20 kW, equipado con un cabezal de trabajo remoto que contiene dos capacitores de 1.0μF para un total de 0.5μF
• Una bobina de calentamiento por inducción diseñada y desarrollada específicamente para esta aplicación.
Proceso Se utiliza una bobina helicoidal de tres posiciones y dos vueltas para soldar tres tapas de fusibles simultáneamente. Los conjuntos de fusibles se colocan en la bobina y el calor se aplica en tres ciclos a 3.5 segundos por ciclo para refluir la soldadura. En la línea de producción, las tapas inferiores se sueldan primero. Los fusibles se rellenan con arena y sin voltear el conjunto se suelda la tapa superior.
Resultados / Beneficios El calentamiento por inducción proporciona:
• Resultados consistentes y repetibles.
• Aplicación de calor precisa y precisa
• Calefacción con manos libres que no implica ninguna habilidad del operador para la fabricación
• Distribución uniforme de la calefacción.